Процесс работы на фрезерно гравировальных станках.
Первоначально, при покупке фрезерно гравировального станка все покупатели сталкиваются с одной и той же проблемой, что с ним делать и как его запустить в работу.
Мы попробуем по шагам показать все этапы работы на фрезерно гравировальном станке с ЧПУ.
- Как и везде изначально нужен исходник, чертеж или тех задание. На основании которого будет создаваться программа. Исходник может быть в виде, чертежа, эскиза или просто фотографии. Обязательным в этом этапе является размерная цепочка, без правильно проставленных размеров или габаритов ничего хорошего не получиться. Для работы по созданию 3D модели по фотографии необходимыми являются габаритные размеры и максимальная толщина 3d модели.

- По эскизам заказчика далее необходимо создать объемную 3D модель в специализированных программах, таких как 3DStudioMax, Rhino Ceros, ArtCAM и т.п.
Созданная 3модель будет объектом для копирования на фрезерно гравировальном станке, то с каким качеством и проработкой будет сделана данная модель, зависит последующее качество изготавливаемого изделия.

- Создаем управляющую программу для фрезерно гравировального станка, для этого необходимы CAM программы, SprutCam, ArtCAM, RhinoCAM, MasterCAM… Во всех программах данного типа есть пакеты по созданию управляющих программ для станков с ЧПУ. Квалификация сотрудника создающего управляющую программу должна быть на хорошем уровне, так как от этого зависит скорость обработки ( с любой УП можно играться, так как изменяя разные параметры, типа стратегий, шагов перемещения, скорости обработки и инструмент, можно получить разное качество и время обработки на фрезерно гравировальном станке.
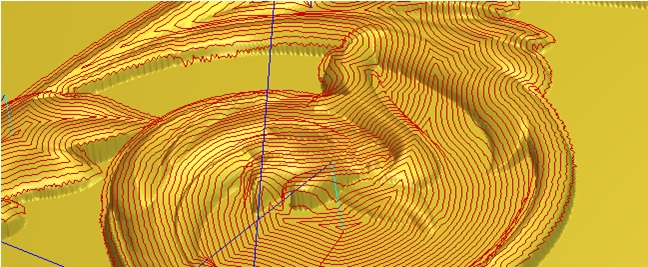
Красными линиями показанатраектория движения инструмента, синими холостой ход перемещиния по плоскости безопасности, голубыми внедрение инструмента в материал.
- Далее необходимо закрепить заготовку на рабочем столе фрезерно гравировального станка, подвести инструмент к начальней точке заготовки (относительный нуль).
В программе необходимо сохранить программу в вид понятный для ЧПУ станка
(для этого используется сохранение через постпроцессор, который преобразует универсальный код программы в код для фрезерно гравировального станка).
Пример программы:
M10 06.1 (M10 команда на включение реле №6, отвечающего за шпиндель станка)
G00 Z3.000 ( переход на координату захода по высоте оси Z равной 3 мм)
G00 X0.000 Y0.000 ( переход на координату относительного нуля)
G00 G00 X23.056 Y16.549 Z3.000 ( переход в точку)
G01 Z-1.000 F420.0 (внедрение инструмента на глубину 1мм при скорости 420 мм/мин)
- Жмем на станке кнопку запуска программы и получаем изделие.

Если у вас есть вопросы по работе фрезерно гравировальных станков, вы можете позвонить нашим специалистам или приехать в наш демо – центр и посмотреть оборудование в работе.
Опубликовано: , Обновлено: